
Kun la avantaĝoj de malalta kosto, alta efikeco kaj larĝa aplikado, lasera pretiga teknologio estas la plej altnivela fabrikada teknologio en la nuntempa epoko, reprezentante la evoluan tendencon de la estonta fabrikado.
La apliko de dekmiloj da vata lasera pretigteknologio plu plivastigas kaj ĝisdatigas la aplikajn kampojn.Kun la laŭpaŝa matureco de la teknologio, dekoj de mil vataj laseroj estis vaste rekonitaj de la merkato.Krome, la nacia industria altgradigo urĝe bezonas altnivelan teknologion por anstataŭigi la tradician procezon.dekmiloj da vata lasero estas kreskanta tendenco, kaj la estonteco venis!

Laŭ la konsumanalizo de la ŝtalindustrio de Ĉinio, nuntempe, la ĉefaj aplikaj industrioj de ŝtalo estas konstruo, maŝinaro, aŭtomobilo kaj energio, sekvas ŝipkonstruado kaj hejmaj elektraj aparatoj, plej multaj el tiuj industrioj uzas mezajn kaj pezajn platojn.Plasma tranĉado, flamtranĉado, akvotranĉado, dratotranĉado ktp., estas uzataj en tradicia mez- kaj dika plato-prilaborado.Tamen, ekzistas iuj problemoj, kiel plasmo ne povas tranĉi malgrandajn truojn, malbona dimensia precizeco, granda termika efiko, ne povas tranĉi malgrandajn partojn, larĝajn fendojn kaj malŝparojn;flamo tranĉado povas nur tranĉi karbonŝtalon, ne ne-ferajn metalojn, kaj la tranĉa rapido estas malrapida;la akvotranĉado poluas la akvokvaliton;la drato-tranĉa rapideco estas malrapida, kaj la konsumeblaj estas grandaj;la ĵetkubperdo de stampilo estas granda, kaj ila kosto estas alta.
Tradiciaj Pretigaj Metodoj
Kazo 1: Ilaro
Aplika industrio: konstrua maŝinaro, fervoja trafiko, aŭtomatiga ekipaĵo ktp.

Dekmiloj da vataj laseraj ekipaĵoj havas unikajn avantaĝojn en dika plattranĉado, kaj ĝia kapablo prilabori altprecizajn partojn ankaŭ estas ekstreme forta.Por la sama ilara laborpeco (kiel montrita en la sekva figuro ekzemple), la alta temperaturo generita dum plasmotranĉado pasivos la akran angulon de la ilaro, kaj la tranĉfina vizaĝo estas malglata kaj ne glata kun malalta precizeco, do, muelado. maŝino estas postulata por fini maŝinprilabori la rondan angulan ilaron en akran angulan ilaron por la dua fojo.La akra angulo povas esti eltranĉita samtempe per dekmiloj da vata lasero-tranĉado, kaj la sekcio estas glata, kiu povas plenumi la postulojn de aerospaco, elektra energio ekipaĵo, petrolo ekipaĵo kaj aŭtomobila fabrikado kaj aliaj industrioj de alta precizeco postuloj.
Specimeno: 500mm diametro ilaro, 12mm dikeco, karbona ŝtalo, R1mm akra angulo, 42 akraj anguloj;
| Metodo de procesado | Tradicia prilaborado | 12KW lasero | 20kW lasero |
| Ekipaĵo bezonata | 300A plasmo tranĉa ekipaĵo, deburring maŝino, frezmaŝino | Dekoj de mil vataj laseraj ekipaĵoj | Dekoj de mil vataj laseraj ekipaĵoj |
| Nombro da dungitaro bezonata | 2 persono | 1 persono | 1 persono |
| Bezonata maŝina pozicio | 3 specoj | 1 | 1 |
| Ĉu sekundara prilaborado necesas | Dua muelado, finado | Rekta formado | Rekta formado |
| Tranĉa rapideco | 3,9 m/min 3,9 m/min | 5,5 m/min 5,5 m/min | 8,5 m/min 8,5 m/min |
| Procesorado Tempo | 227min5s (plasmotranĉado: 2min6s + muelado: 38S + muelanta angulo: 2min21s + stacia translokigo kaj malmuntado: 22min) | 1 min30s 1 min30s | 58s 58s |
| Pretiga kosto | 8,47 juanoj (plasmo + senbruliga maŝino + frezmaŝino + 2 laborhoroj, unuprezo: 1,03 juanoj/m, konturlongo: 8,22 m) | 1,62 juanoj (unua prezo: 0,197 juanoj/m, konturlongo: 8,22 m) | 1,37 juanoj (unua prezo: 0,167 juanoj/m, konturlongo: 8,22 m) |
Kazo 2: aluminia kurtenmuro, aluminia fenestro-ornamado
Aplika industrio: industrio pri konstruado kaj kurtenmuro

Por kompleksaj grafikaĵoj, la tradicia pretigmetodo ne povas esti kompletigita samtempe, kio postulas la kombinaĵon de multoblaj ekipaĵoj kaj teknologioj, kaj la rezulto ofte estas nekontentiga.Tamen, la fleksebla lasera teknologio povas prilabori ajnajn grafikojn per unu ekipaĵo, kaj la rapideco kaj efiko estas preter la tradiciaj pretigaj metodoj.Prenante la figuron de dika plato metala kurtenmuro kiel ekzemplon (la laborpeco en la sekva figuro kiel ekzemplon), la tradicia pretiga metodo de aluminio kurtenmuro kaj fenestra ornamado kun 10-25mm platdikeco postulas la kombinaĵon de gravurmaŝino kaj drattondado. .La gravuraĵmaŝino ne povas fari akrajn angulojn, kaj la kosto de drato tranĉado estas alta, la efikeco estas ekstreme malalta, kaj la grandeco estas limigita.Se dekmiloj da vata lasera pretigo estas uzata, unu ekipaĵo povas esti kompletigita samtempe, kun alta rapideco, malalta kosto, bona surfaca finpoluro, kaj ankaŭ povas prilabori diversajn grandskalajn kompleksajn ŝablonojn.
Specimeno: fenestra ornamado kun aluminia alojo, 12mm dika, neregula desegno
| Pretiga reĝimo | Tradicia prilaborado | 12KW lasero | 20kW lasero |
| Ekipaĵo bezonata | Gravurmaŝino + drata tranĉmaŝino | Dekoj de mil vataj laseraj ekipaĵoj | Dekoj de mil vataj laseraj ekipaĵoj |
| Nombro da dungitaro bezonata | 2 persono | 1 persono | 1 persono |
| Bezonata maŝina pozicio | 2 specoj | 1 | 1 |
| Ĉu sekundara prilaborado necesas | Bezonas sekundaran traktadon (senbavumado, naftopoluado) | Rekta formado sen muelado | Rekta formado sen muelado |
| Tranĉa rapideco | Gravurmaŝino: profundo de 0,3 mm, rapido de paŝado de 1 m/min, dratotranĉado 2000 mm²/h | 2,5 m/min | 4,5 m/min |
| Procesorado Tempo (12mm aluminia alojo, pretigtempo po metro) | Gravurmaŝino: 40 min Drata tranĉmaŝino: 2h | 24s | 13s |
| Pretiga kosto (juano/m) | Gravurmaŝino: 40 juanoj (unua prezo: 60 juanoj / horo) Drattranĉilo: 20 juanoj (unua prezo: 10 juanoj/horo) | 0,52 juanoj | 0,34 juanoj |
Kazo 3: tra trua disko
Aplika industrio: nafto, tergaso, metalurgio.
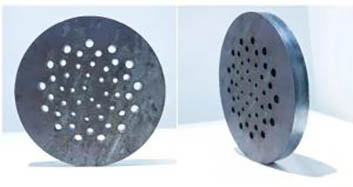
La tradicia pretiga teknologio bezonas uzi ŝimon kaj tranĉilon por helpi pri prilaborado, kio limigas la prilaboradon de iuj grafikaĵoj.Se la grafikaj datumoj ŝanĝiĝas, la ŝimo devas esti refarita.La muldila kosto estas alta, la modifa tempo estas longa, kaj ĝi ne povas esti formita samtempe.Tamen, la lasera prilaborado havas altan flekseblecon, povas prilabori arbitrajn grafikojn kaj povas modifi la produktan dezajnon laŭ la bezonoj de la kliento iam ajn, kaj la pretiga kvalito estas alta.En la kazo de tranĉado de malgrandaj truoj (kiel montrite en la sekva figuro, ekzemple), la minimuma diametro de plasma tranĉa aperturo povas esti nur proksimume egala al la dikeco de la telero, tio estas, 25 mm dika ŝtala plato nur povas esti prilaborita per truodiametro pli granda ol aŭ egala al 25mm;dum la minimuma trua diametro prilaborita per dekoj da mil lasero-tranĉado povas atingi 20% de la dikeco de la prilaborita plato, tio estas, la 25mm dika ŝtala plato povas esti prilaborita kun trua diametro de 5mm, kiu povas esti eltranĉita en la dika. plato metalo kun malsama aperturo samtempe.
Specimeno: 500 mm diametra disko, 25 mm dikeco, karbona ŝtalo materialo, prilaborado 4, 6, 8, 10 mm rekte tra truoj, 50 pecoj;
| Metodo de procesado | Tradicia prilaborado | 12KW lasero | 20kW lasero |
| Ekipaĵo bezonata | 300A plasmo tranĉa ekipaĵo, deburring maŝino, frezmaŝino, bormaŝino | Dekoj de mil vataj laseraj ekipaĵoj | Dekoj de mil vataj laseraj ekipaĵoj |
| Nombro da dungitaro bezonata | 3 persono | 1 persono | 1 persono |
| Bezonata maŝina pozicio | 4 specoj (interŝanĝu 4 specojn de borpecoj) | 1 | 1 |
| Ĉu sekundara prilaborado necesas | Dua muelado, finado | Rekta formado | Rekta formado |
| Tranĉa rapideco | 1,9 m/min | 1,1 m/min | 1,5 m/min |
| Procesorado Tempo | 56min6s (plasmotranĉado: 4min14s + muelado: 38S + muelado vertikala: 1min34s + borado: 16min40s + stacia translokigo kaj malmuntado: 33min) | 7min19s | 5 min 22 s |
| Pretiga kosto | 52,23 juanoj (plasmotranĉa unuoprezo: 1,42 juanoj/m, ekstera konturolongo: 1,57 m, trua unuoprezo: 1 juano/peco, 50 pecoj) | 9,18 juanoj (unua prezo: 1,14 juanoj/m, konturlongo: 8,05 m) | 8,53 juanoj (unua prezo: 1,06 juanoj/m, konturlongo: 8,05 m) |
La kombinaĵo de kvanto, alta rapido, bona kvalito kaj malalta kosto estas produktiveco.Por fabrikindustrio, altnivela produktiveco signifas altan efikecon kaj malaltan koston bazitan sur alta kvalito.
Afiŝtempo: Mar-05-2021